



Штамп формовочный накладка серьга
 Формовочно-гибочный штамп серьга
Формовочно-гибочный штамп серьга  Штамп формовочный Триптих большой
Штамп формовочный Триптих большой  Штамп формовочный ручка ложки
Штамп формовочный ручка ложки 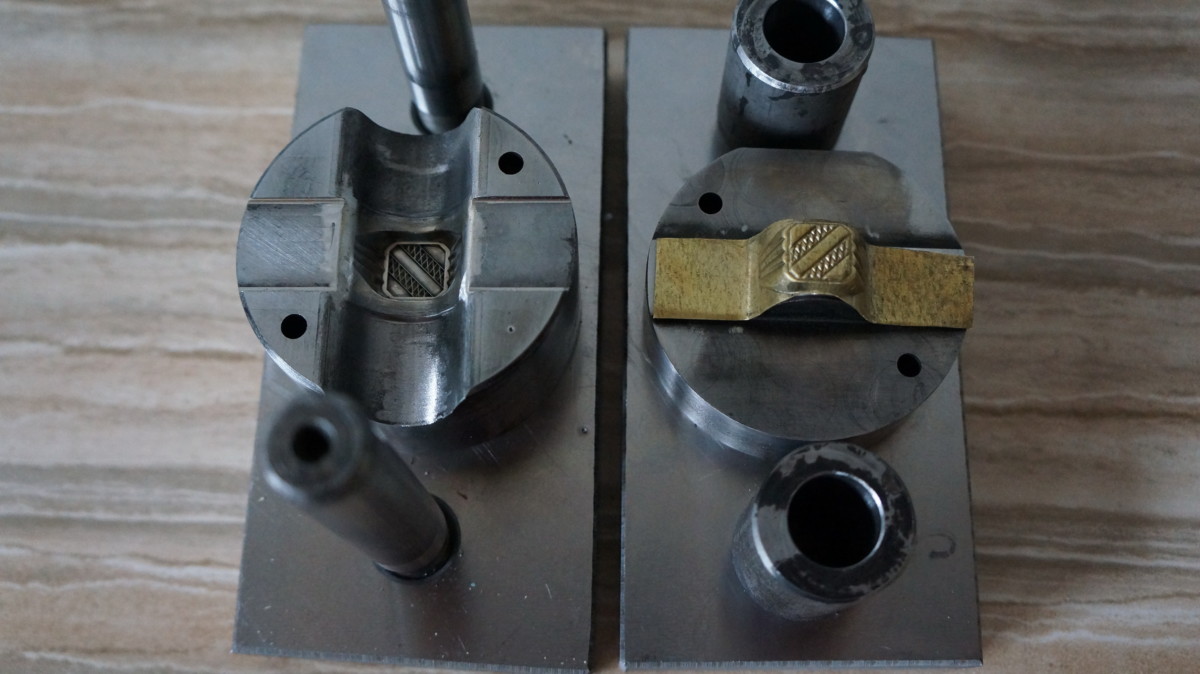 Штамп формовочный печатка
Штамп формовочный печатка  Штамп формовочный печатка круглая основа
Штамп формовочный печатка круглая основа  Штамп формовочный накладка Штамп формовочный накладка серьга
Штамп формовочный накладка Штамп формовочный накладка серьга 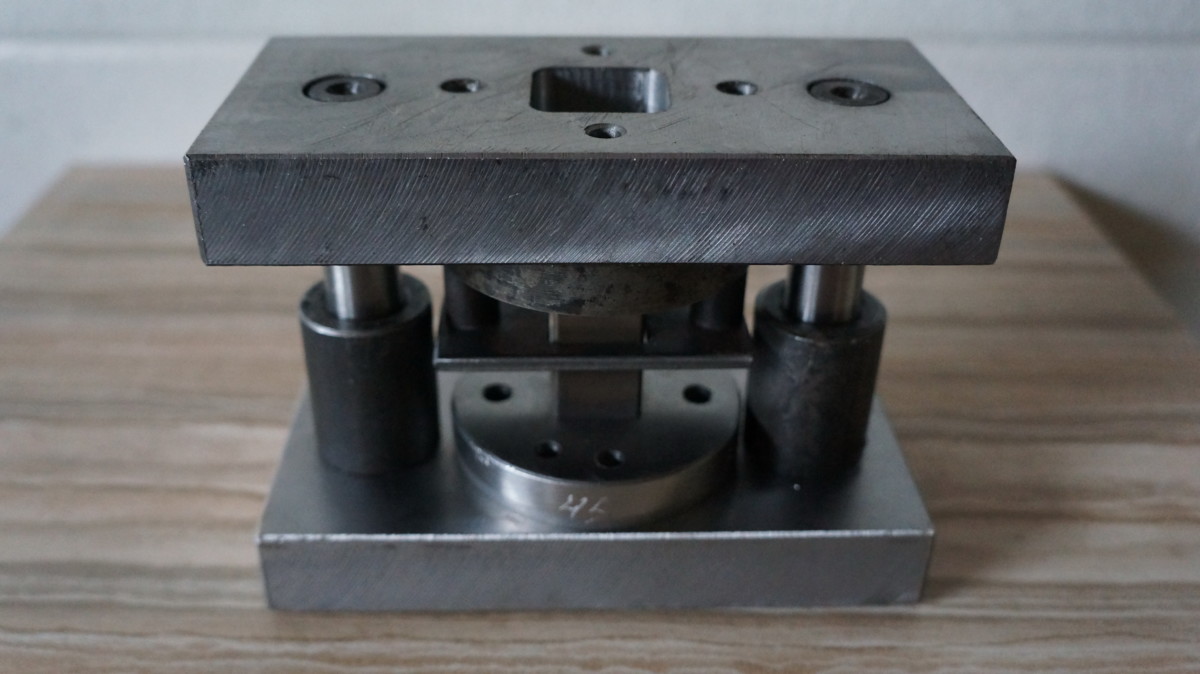 Штамп формовочный накладка подвеска
Штамп формовочный накладка подвеска  Штамп формовочный накладка 2
Штамп формовочный накладка 2  Формовочный штамп Крестик
Формовочный штамп Крестик 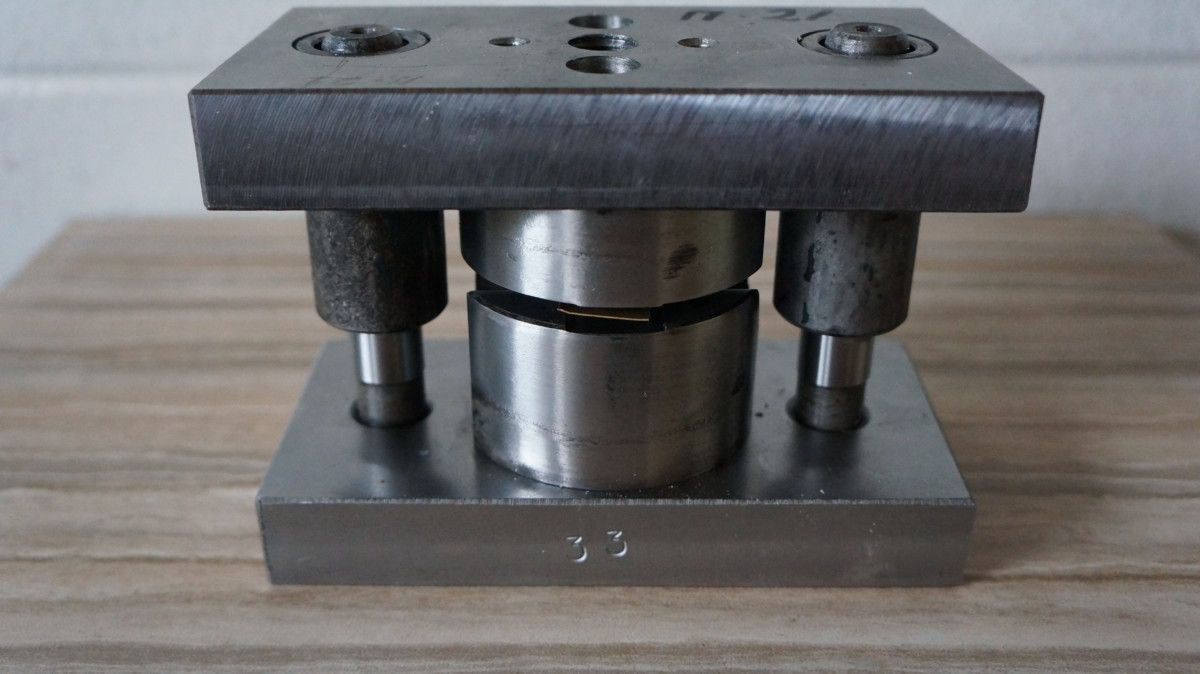 Штамп формовочный кольцо -печатка
Штамп формовочный кольцо -печатка 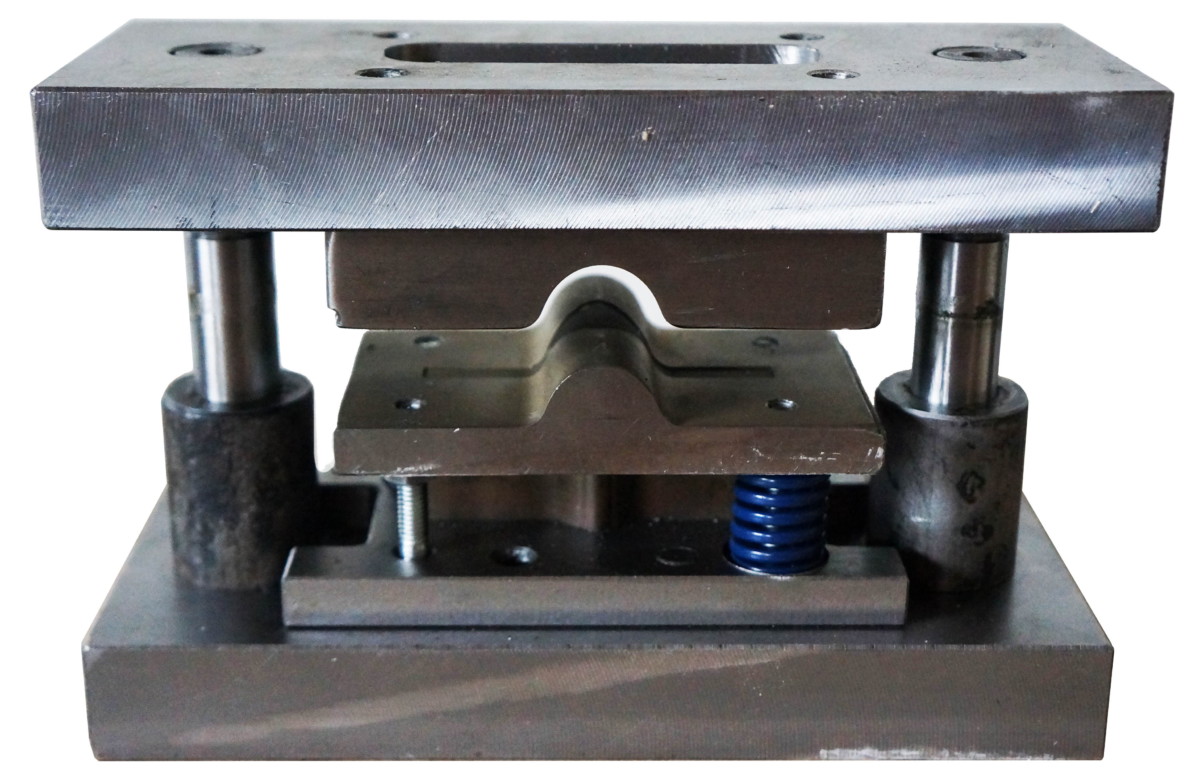 Штамп формовочные элемент печатка
Штамп формовочные элемент печатка 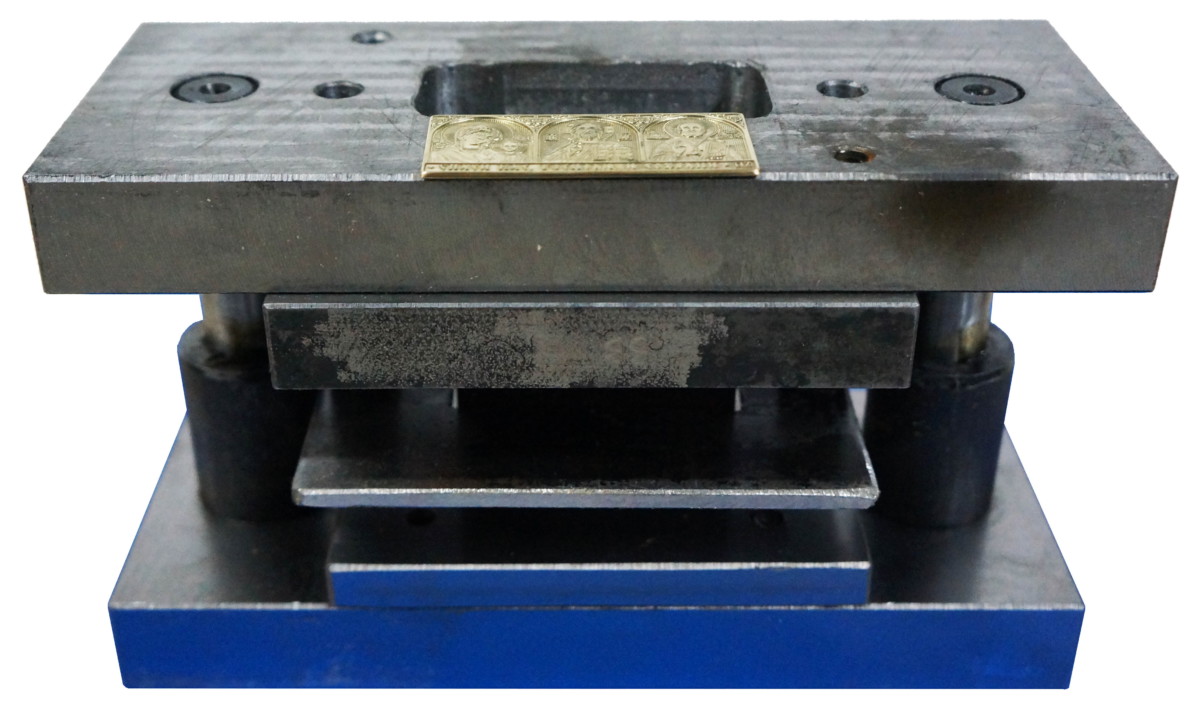 Формовочный штамп Триптих
Формовочный штамп Триптих  Формовочный штамп серьга
Формовочный штамп серьга  Формовочный штамп печатка
Формовочный штамп печатка 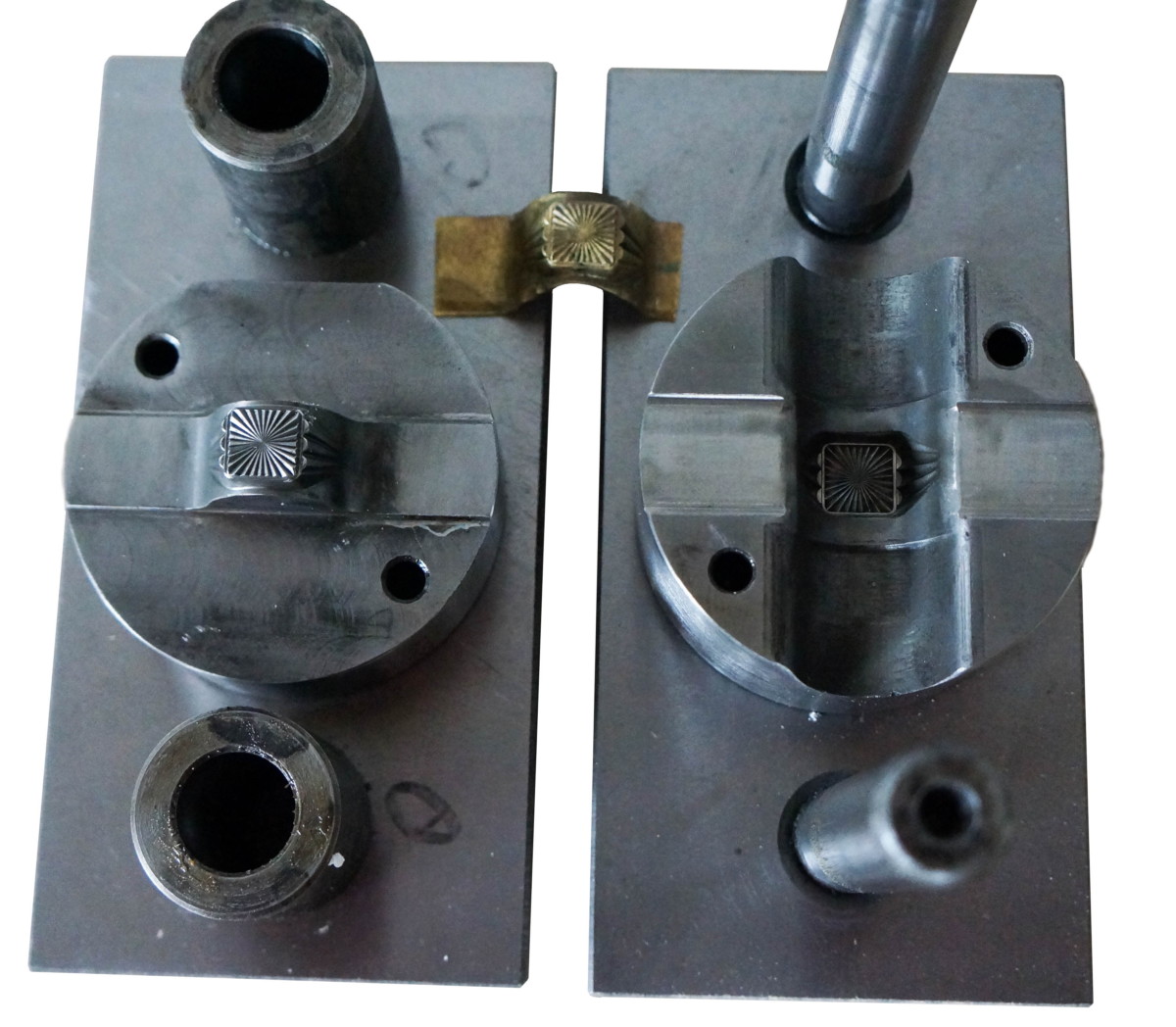 Формовочные штампы печатка
Формовочные штампы печатка  Формовочные штампы медали
Формовочные штампы медали
Формовочные штампы.
Предназначены для изменения формы и размеров заготовок, получаемых из листа, полосы или тонкостенных полуфабрикатов. В процессе формоизменения деформируют пластически, не доводя до разрушения.
К формоизменяющим операциям относятся: правка, чеканка, рельефная формовка, отбортовка, обжим и раздача. Эти операции как правило сопровождаются изменением толщины материала.
Штампы для рельефной формовки.
Представляет собой образование углублений и выпуклостей на поверхности заготовки за счёт локального растяжения и сопутствующего ему уточнения материала заготовки.
Этим методом штамповки получают ребра жесткости деталей из толстолистового материала, различного рода рисунки, выступы, используемые в качестве упоров, фиксаторов и тп.
Обычно рельефная формовка ведется с прижимом исходной заготовки. Формовка может выполняться без прижима, в этом случае нельзя гарантировать плоскостность основной поверхности полуфабриката.
Рельефная формовка может осуществляться как отдельная операция и в комбинации с другими операциями, на пример: с вырубкой, вытяжкой и т.п., на штампах, содержащих матрицу и пуансон, повторяющих конфигурацию штампуемого рельефа с учетом определенных зазоров.
Процесс изготовления штампа — это сложный и трудоемкий процесс. Сопрягаемые поверхности деталей пресс-форм требуют тщательной подгонки, вследствие того, что расплавленный материал имеет большую текучесть.
При объемной формовке происходит перераспределение объема металла заготовки и заполнения им фигурной полости штампа с целью получения объемно-сплошных деталей.
Холодной объемной формовкой изготовляется большое количество различных деталей сложного профиля для точной индустрии радиотехники и т.п. с чистой и гладкой поверхностью. Достижимая точность +-0,05мм. Повышается также прочность и твердость деталей в результате упрочнения при холодной пластической деформации.
Применяются два метода объемной холодной формовки: в открытых и закрытых штампах.
При формовке в открытых штампах объем исходной заготовки несколько больше объема готовой детали и излишек металла вытесняется в облой. Характер течения металла зависит от формы заготовки и конструкции штампа. По этому методу детали могут штамповаться как из штучных заготовок, так и в полосе по принципу “цепочки”.
При штамповке в полосе после рабочего хода ползуна пресса и образования детали полосу переставляют на величину шага для формовки следующей детали. Отштампованная таким образом полоса с деталями поступает на вырубной штамп, в котором из полосы, установленной на матрице по базовым штифтам, вырубают деталь.
Точность штамповки таким способом детали составляют 0,02-0,05 мм по контуру и 0,03-0,06мм по толщине. Следует использовать прессы с точным и постоянным регулированием хода ползуна.
При формовке в закрытых штампах объем исходной заготовки равен объему детали без образования дополнительного облоя. Здесь течение металла ограничивается стенками пуансона и матрицы штампа. Точность штамповки достигается более высокая, чем при открытой формовке. Требуемое удельное давление при втором способе будет выше, чем при первом.
При формовке из штучных заготовок штамп снабжается выталкивающим стержнем, который удаляет отштампованную деталь и может выполнять функции формообразования, воспринимая основные нагрузки.
Штампы для объемной формовки изготовляются весьма массивными, чем достигаются уменьшения их упругой деформации, повышения точности штамповки и стойкости инструмента.
Для деталей, получаемых объемной формовкой, форма заготовки должна быть выбрана такой, чтобы деформация металла в каждом ее сечении была бы наименьшей. При открытой формовке заготовка должна дать избыток металла не более 15 — 20 %, в противном случае излишек металла приводит к увеличению усилия штамповки и к уменьшению стойкости штампов.




Пресс чеканочный GRABENER GK 360

Fanuc RoboDrill D14MiA5

Электроэрозионный проволочный станок AgieCharmilles CUT 20 P

Обрабатывающий центр V-450 ARIX

Электроэрозионный станок Sodick AD35L

